Lathe tool offsets https://www.youtube.com/watch?v=zYthYyopw24
Lathe and tool offsets https://www.youtube.com/watch?v=0cIixGo0Nsg
afianzar G71/G72 https://www.youtube.com/watch?v=0_GiMspK0pc
Tooltip radious https://www.youtube.com/watch?v=nqnSMoqgGV4
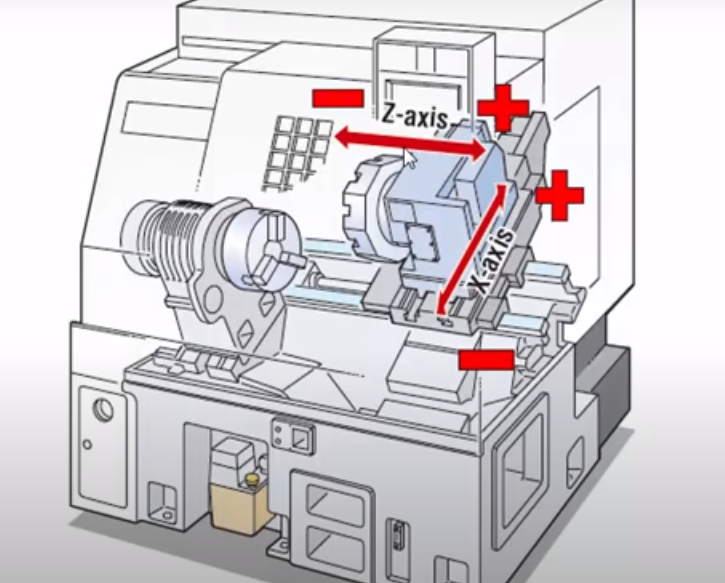
El torno CNC es en general una maquina de dos ejes,
Existen dos maneras de determinar la velocidad de giro
Determinando directamente las
-
G97 S300 M3-
G97Modo de giro en$RPM$ en vez de$\text{avance}$ -
S300Giro de la pieza seteado a 300 rev/min -
M3Iniciar giro en sentido orario
-
Determinando la surfice speed y dejar que la maquina calcule las
-
G96 S180Modo de giro en Surfice speed, las$RPM$ son calculadas automaticamente- El giro sera calculado para obtener una surfice speed de
$180mm/min$
- El giro sera calculado para obtener una surfice speed de
-
G50 S500- La velocidad maxima de giro, que la maquina no debe superar
- Es modal
- Si en algun momento usas avance
$G96$ basado en Surfice speed, esto evita que la maquina vaya a maximas revoluciones cuando esta llegando al centro de la pieza
El avance puede tener dos modos
G98Avance por minutoG99Avance por revolucion
G18; Usar el plano XZ
(avance en Unidades por revolucion, no)
( por min)
G99;
G50 S500; Configurar una velocidad maxima, no usar la del programa anterior!
fuente
Los insertos o herramientas tienen un radio en la punta (no son perfectamente punteagudos) para hacer que el filo sea mas ancho y resistente, y asi evitar que se parta

Se usa para hacer un frentado grueso

- Primero nos colocamos a una altura segura usando
$G0$ - luego procedemos a llamar a
$G72$ configurando todos los parametros para el ciclo - Luego procedemos a indicar
- Linea de inicio
- Lineas intermedias para determinar la forma de la pieza
- Linea de finalizacion
G72 se usa con dos lineas
- Parametros de la primera linea:
-
WProfundidad del corte en cada passada -
Rcantidad de mm a la que retraerse antes de volver a arrancar el corte
-
-
Parametros de la segunda linea
-
UCantidad que dejar para una finishing pass despues, en eje$X$ (para facing sera$0$ ) -
Wcantidad que dejar para finishing pass en eje$Z$ -
Plinea$N$ donde empezar la operacion -
Qlinea$N$ donde terminar la operacion -
Ffeed rate
-
(configuacion inicial)
G72 W0.8 R2.0; profundidad cada corte 0.8
G72 P200 Q300 U1.0 W0.5 F0.2;
(Linea de inicio)
N200 G0 X19.0 Z0;
(lineas intermedias)
G01 Z0.0; cortar hasta Z0
G01 X20 Z-5; cortar hasta X20 Z-5
(Linea de finalizacion, alejo mi herram.)
N300 G0 X70.0 Z5.0 F200;

Igual que G72 pero en vez de facing (desde afuera hacia adentro) es turning
-
Primera linea
-
Uprofundidad de cada pasada -
RCuanto alejarse de la pieza despues de la pasada
-
-
Segunda linea
-
PyQlineas de inicio y fin de ciclo -
UyWcuanto dejar en$X$ y$Z$ respectivamente para un finishing pass -
Ffeed rate
-
G0 X3 Z.1;Distancia segura a la que volver
G71 U1 R1; Prof x pass. y retract.
G71 P100 Q110 U0.2 W0.05 F0.2
N100 G0 X0 Z1
G1 Z-1
G1 X1
G1 Z-1
G1 X1.5
G1 Z-1.5
G1 X2
G1 Z-2.3
N110 X3

- Igual al externo, pero
- programamos con path (
$G1$ ) desde un agujero central y hacia afuera - La posicion inicial sera dentro del agujero inicial
-
Uywvan a usar el signo opuesto (por que "dejar material" en coordenadas desde adentro va a llevar el signo opuesto)
- programamos con path (
Sirve para hacer la terminacion del rougthing hecho con
Se trata de un concepto super sencillo.
Llamamos a
(HACES UN ROUGTHING CYCLE)
G0 X3 Z.1;
G71 U1 R1;
G71 P100 Q110 U0.2 W0.05 F0.2
N100 G0 X0 Z1
G1 Z-1
G1 Z-2.3
N110 X3
(HACES EL FINISHING CYCLE)
(voy al mismo start position)
( que en el G71/72)
G0 X3 Z.1;
(llamando a las MISMAS lineas del G71/72)
G70 P100 Q110;